

| RO Capacity | 1500 Liter RO Plant |
| Working Pressure | 101 – 200 PSI |
| Material | FRP |
| Automation Grade | Automatic |
| RO Membrane Type | Cellulose acetate (CA) |
| Media | Activated Carbon + sand |
| Model Name/Number | TRA106 |
| Usage/Application | Water Purification |
| Brand | TRA |
| Minimum Order Quantity | 1 |
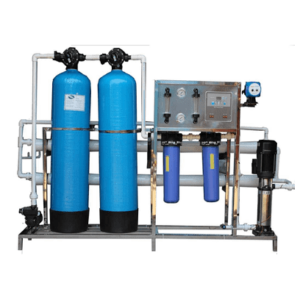
A 1500 LPH RO plant is a robust and efficient water purification system designed to provide high-quality, purified water at a flow rate of 1500 liters per hour. This system is ideal for medium-sized commercial and industrial applications where there is a need for a consistent supply of clean and safe water.
Key Features of the 1500 LPH RO Plant
- High-Efficiency Filtration: The 1500 LPH RO plant uses a multi-stage filtration process, including sediment filters, activated carbon filters, and advanced reverse osmosis membranes, to effectively remove up to 99% of dissolved salts, chemicals, heavy metals, and microorganisms.
- Durable Construction: Constructed from high-quality stainless steel and corrosion-resistant materials, ensuring durability and a long operational life even in harsh environments.
- User-Friendly Design: Equipped with an intuitive control panel for easy operation and monitoring. Features include automatic shut-off, low-pressure protection, and water level indicators.
- Energy Efficient: Optimized for low energy consumption, helping to reduce operational costs while maintaining high performance and water recovery rates.
- Easy Maintenance: Designed for minimal maintenance with easily replaceable filters and components, reducing downtime and maintenance costs.
Benefits of a 1500 LPH RO Plant
- Consistent Water Quality: Provides a continuous supply of purified water, free from harmful contaminants and impurities, ensuring safety and health for users.
- Cost-Effective Solution: Reduces the need for purchasing bottled water or bulk water supplies, leading to significant cost savings over time.
- Versatility: Suitable for various applications including food and beverage processing, pharmaceutical manufacturing, healthcare facilities, educational institutions, and commercial establishments.
- Environmental Benefits: By producing clean water on-site, it reduces the need for plastic bottles and transportation, contributing to lower carbon footprints and environmental conservation.
Technical Specifications
- Capacity: 1500 Liters per hour (LPH)
- Recovery Rate: Up to 50%
- Rejection Rate: Up to 99% for total dissolved solids (TDS)
- Operating Pressure: 10 – 15 bar
- Power Supply: 220V/50Hz or 440V/50Hz (depending on model)
- Pump Type: High-pressure booster pump
- Membrane Type: Thin Film Composite (TFC)
- Frame Material: Stainless steel
Applications of the 1500 LPH RO Plant
- Commercial Use: Perfect for hotels, restaurants, and resorts to provide high-quality drinking water to guests and for use in kitchens and food preparation areas.
- Industrial Use: Ideal for use in manufacturing plants, cooling towers, boilers, and other industrial applications requiring a reliable source of purified water.
- Healthcare: Suitable for hospitals, clinics, and laboratories where purified water is essential for patient care, sanitation, and equipment sterilization.
- Educational Institutions: Provides safe drinking water for schools, colleges, and universities, ensuring the health and well-being of students and staff.
Maintenance Tips for the 1500 LPH RO Plant
- Regular Filter Replacement: To maintain optimal performance, sediment and carbon filters should be replaced every 6-12 months depending on water quality and usage levels.
- Membrane Maintenance: The RO membrane should be cleaned periodically based on the feed water quality to prevent fouling and extend its lifespan.
- Monitor System Pressure: Regularly check pressure gauges to ensure the system is operating within the recommended pressure range.
- Inspect for Leaks: Routinely inspect all connections and fittings for leaks and tighten if necessary to prevent water loss and ensure efficiency.
- Scheduled Servicing: Arrange for annual servicing by a qualified technician to inspect and service the RO plant, ensuring its longevity and optimal performance.
Frequently Asked Questions (FAQs)
- What is a 1500 LPH RO plant?
- A 1500 LPH RO plant is a water purification system capable of producing 1500 liters of purified water per hour through the process of reverse osmosis.
- How does a 1500 LPH RO plant work?
- The system uses a multi-stage filtration process that forces water through a semi-permeable membrane to remove contaminants, impurities, and dissolved solids, resulting in clean and safe water.
- Is the 1500 LPH RO plant suitable for my business?
- The 1500 LPH RO plant is ideal for medium-sized businesses and facilities that require a consistent supply of purified water, such as hotels, hospitals, schools, and small industrial units.
- How often do I need to replace the filters?
- Filters should be replaced every 6-12 months, depending on the quality of the feed water and the volume of water processed.
- What is the lifespan of an RO membrane in a 1500 LPH RO plant?
- An RO membrane typically lasts 2-3 years, depending on the feed water quality, usage, and maintenance practices.
Why Choose Our 1500 LPH RO Plant?
- Quality Assurance: Built with high-quality materials and components to ensure durability and reliability.
- Expert Support: We provide comprehensive customer support, including installation, maintenance, and troubleshooting services.
- Competitive Pricing: Our 1500 LPH RO plant is priced competitively to offer the best value for money


Reviews
There are no reviews yet.